




Horúca predlisková forma
Čo je to hot Runner preformová forma
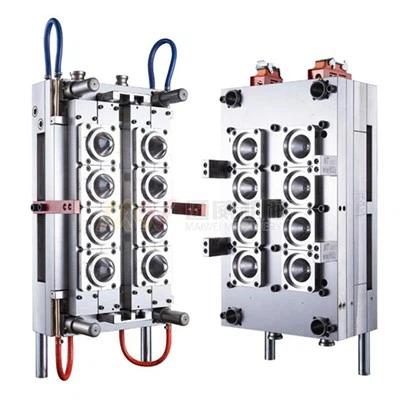
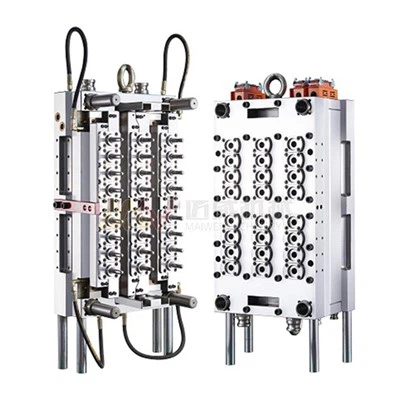
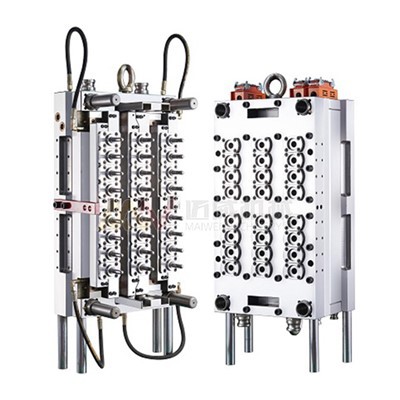
Forma na predlisok s horúcim kanálom je sofistikovaný nástroj na vstrekovanie, ktorý sa používa pri výrobe plastových predliskov, ktoré sú východiskovým bodom na vytváranie fliaš, nádob a iných dutých predmetov. Na rozdiel od tradičných systémov studených kanálov systém horúcich kanálov udržuje roztavený plast v dýzach formy, čím sa eliminuje potreba tuhnutia materiálu vtokov. Tento nepretržitý tok zaisťuje konzistentnú kvalitu predlisku, znižuje plytvanie materiálom a skracuje časy cyklov, vďaka čomu je vysoko efektívny pri veľkých objemoch výroby. Formy s horúcimi vtokmi sú obzvlášť výhodné pre predlisky, ktoré vyžadujú presnosť a rovnomernosť, pretože umožňujú lepšiu reguláciu teploty a zložitejšie konštrukcie foriem.
Výhody horúcej predliskovej formy
Rovnomerné vykurovanie a chladenie
Systémy horúcich vtokov zabezpečujú rovnomerné zahrievanie plastu, čím zaisťujú stálu kvalitu taveniny a vlastnosti toku. Toto rovnomerné zahrievanie eliminuje teplotné gradienty v dutine formy, čím zabraňuje deformácii, zmršťovaniu a iným defektom v predlisku. Systémy horúcich vtokov navyše umožňujú presné riadenie rýchlosti chladenia, čím sa zabezpečuje rovnomerné chladenie a konzistentná kvalita produktu.
Znížený šrot a odpad
Formy s horúcimi vtokmi minimalizujú odpad a odpad tým, že eliminujú potrebu studených žľabov, ktoré sa zvyčajne vyhadzujú po každom lisovacom cykle. Pomocou horúcich vtokov sa plast neustále recykluje, čím sa znižuje plytvanie materiálom a šetria sa náklady. To tiež znižuje potrebu častého čistenia a údržby foriem, čo ďalej znižuje prestoje a odpad.
Flexibilita a všestrannosť
Predlisky s horúcim kanálom sú vysoko flexibilné a všestranné. Môžu byť ľahko upravené tak, aby vyhovovali rôznym tvarom, veľkostiam a materiálom predlisku. Táto flexibilita umožňuje výrobcom rýchlo sa prispôsobiť meniacim sa požiadavkám trhu a vyrábať širokú škálu predliskov bez výrazných zmien formy.
Vylepšená kvalita dielov
Systémy horúcich vtokov poskytujú presnú kontrolu teploty, tlaku a prietoku roztaveného plastu. To umožňuje rovnomernejšie hrúbky stien, hladšie povrchy a znížené vnútorné napätia v predlisku. Výsledkom je kvalitnejší predlisok, ktorý je pevnejší, odolnejší a menej náchylný na defekty.
Znížená spotreba energie
Systémy horúcich vtokov poskytujú efektívnejšie využitie energie v porovnaní s tradičnými systémami studených vtokov. Nepretržitou recykláciou roztaveného plastu systémy horúcich kanálov eliminujú potrebu častého zahrievania, čím sa znižuje spotreba energie. Okrem toho presné riadenie teploty a prietoku plastu ďalej znižuje plytvanie energiou.
Rýchlejšie časy cyklov
Formy predliskov s horúcim kanálom umožňujú rýchlejšie časy cyklov vďaka nepretržitému dodávaniu roztaveného plastu. To eliminuje potrebu častého otvárania a zatvárania foriem, čím sa skracuje čas cyklu a zvyšuje sa rýchlosť výroby. Rýchlejšie časy cyklov znamenajú vyššiu produktivitu a nižšie náklady na jednotku.









prečo si vybrať nás
Vysoká kvalita
Naše produkty sú vyrábané alebo vykonávané na veľmi vysokej úrovni, s použitím tých najlepších materiálov a výrobných procesov.
Pokročilé vybavenie
Stroj, nástroj alebo nástroj navrhnutý s pokročilou technológiou a funkčnosťou na vykonávanie vysoko špecifických úloh s vyššou presnosťou, efektívnosťou a spoľahlivosťou.
Profesionálny tím
Náš profesionálny tím navzájom efektívne spolupracuje a komunikuje a je odhodlaný poskytovať vysokokvalitné výsledky. Sme schopní zvládnuť zložité výzvy a projekty, ktoré si vyžadujú naše odborné znalosti a skúsenosti.
Kontrola kvality
Vybudovali sme profesionálny tím kontroly kvality na presnú kontrolu každej suroviny a každého výrobného procesu.
Prispôsobené služby
Chápeme, že každý zákazník má jedinečné výrobné potreby. Preto ponúkame možnosti prispôsobenia, aby sme vyhoveli vašim špecifickým požiadavkám.
24-hodinová online služba
Snažíme sa reagovať na všetky obavy do 24 hodín a naše tímy sú vám vždy k dispozícii v prípade akýchkoľvek núdzových situácií.
Systém horúcich vtokov ventilového uzáveru
Tento systém využíva jednotlivé dýzy s ventilovými čapmi, ktoré riadia tok plastu do dutín formy. Keď roztavený plast vstupuje do formy, čap ventilu sa stiahne, čo umožní materiálu vyplniť dutinu. Systémy ventilových brán sú známe svojou presnosťou a sú schopné produkovať vysokokvalitné diely s minimálnym otrasom alebo prebytočným materiálom. Sú obzvlášť vhodné pre zložité geometrie a tenkostenné predlisky.
Systém horúcich vtokov sedlovej brány
V tejto konfigurácii plast prúdi cez centrálne potrubie a do viacerých výstupov alebo brán umiestnených pozdĺž dosky v tvare sedla. Každá brána sa napája do príslušnej dutiny. Systémy sedlových uzáverov sú jednoduchšie a lacnejšie ako systémy ventilových uzáverov, vďaka čomu sú obľúbenou voľbou pre menej náročné aplikácie. Môžu však zanechať viditeľné svedecké stopy na diele kvôli povahe zostavy brány, čo môže byť dôležitým faktorom pre esteticky kritické diely.
Systém horúcich vtokov bodovej brány
Systémy bodových brán využívajú malé, bodkovité vráta priamo v dutine. Tento typ systému ponúka vynikajúcu povrchovú úpravu a presnosť, ale vyžaduje starostlivý návrh, aby sa zabránilo akýmkoľvek zvyškom brány na hotovej časti. Často sa používajú, keď diely vyžadujú čistý vzhľad a vysokokvalitnú povrchovú úpravu, napríklad v kozmetických alebo potravinárskych aplikáciách.
Izolovaný systém horúcich vtokov brány
Izolované systémy brány sú navrhnuté tak, aby znížili tepelné straty z trysky do oblasti brány, čím sa zabezpečí, že brána zostane roztavená, zatiaľ čo zvyšok predlisku tuhne. To pomáha udržiavať konzistentné podmienky brány v celej forme a môže zlepšiť kvalitu hotového dielu. Je to užitočné najmä v aplikáciách, kde je kontrola teploty kritická pre integritu produktu.
Systém horúcich vtokov sekvenčného vtoku
Tento pokročilý systém umožňuje riadenú postupnosť plnenia každej dutiny. Môže to byť výhodné pre predlisky, ktoré vyžadujú vyváženú náplň, aby sa zabránilo deformácii, alebo pre viacdutinové formy, kde je nevyhnutné rovnomerné chladenie. Sekvenčné hradlovanie môže zlepšiť celkovú kvalitu a rozmerovú stabilitu predliskov.
Odkvapkávač alebo systém studeného kanála
Hoci technicky nejde o systém horúcich vtokov, pretože plast nezostáva počas cyklu roztavený, sú tu zahrnuté systémy odkvapkávačov, pretože sú alternatívou k tradičným horúcim vtokom. V tomto nastavení sú vtokový kanál a žľabový systém vyrobené z rovnakého materiálu ako predlisok a pred vysunutím a recykláciou sa nechajú stuhnúť. Aj keď sú systémy odkvapkávania menej energeticky účinné ako horúce vtoky, môžu byť nákladovo efektívne pre malosériovú výrobu alebo prototypovanie.
Sušenie
Po vyčistení formu úplne vysušte. Vlhkosť môže spôsobiť hrdzu a iné formy korózie, najmä v kovoch. Použite vzduchové pištole alebo špeciálnu sušiareň, aby ste zabezpečili odstránenie všetkej vlhkosti z ťažko dostupných miest.
Mazanie
Naneste jemnú vrstvu odformovacieho prostriedku alebo odporúčaného maziva na ochranu pred hrdzou a uľahčenie manipulácie pri vyberaní formy zo skladu na budúce použitie.
Ochranný kryt
Na ochranu formy pred prachom, nečistotami a potenciálnymi škrabancami použite ochranný kryt alebo vrecko na formy. Poťah by mal byť vyrobený z priedušného materiálu, ktorý nezachytáva vlhkosť.
Ovládanie teploty
Skladujte formu v kontrolovanom prostredí s konštantnou teplotou a vlhkosťou. Vyhnite sa extrémnym teplotám, ktoré by mohli spôsobiť expanziu alebo kontrakciu a potenciálne zdeformovať formu.
Vertikálne úložisko
Ak je to možné, uložte formu vertikálne na stojan alebo stojan. To minimalizuje kontakt so zemou, znižuje riziko poškodenia a uľahčuje prístup. Uistite sa, že forma je stabilná a že sa neprevráti.
Vyhnite sa priamemu slnečnému žiareniu
Uchovávajte formu mimo dosahu priameho slnečného žiarenia, ktoré môže spôsobiť roztiahnutie materiálov a môže časom viesť k vyblednutiu farby alebo degradácii.
Oddelené formy
Formy, ktoré nie sú kompatibilné alebo ktoré majú ostré hrany, uchovávajte oddelene od seba, aby ste predišli poškriabaniu alebo poškodeniu počas skladovania. V prípade potreby použite jednotlivé priehradky alebo rozdeľovače.
Aplikácia horúcej predliskovej formy
Nápojový priemysel
Nápojový priemysel sa pri výrobe fliaš pre domáce zvieratá (polyetyléntereftalát) vo veľkej miere spolieha na predlisky s horúcimi kanálmi. Tieto formy sa používajú na vytváranie predliskov, ktoré sa potom vyfukujú do finálnych fliaš. Systémy horúcich vtokov umožňujú rýchle a presné vstrekovanie roztaveného plastu do dutín formy, výsledkom čoho je rovnomerná hrúbka steny a zvýšená pevnosť fľaše. Použitie horúcich vtokových foriem v tomto sektore tiež prispieva k skráteniu doby cyklu a zvýšeniu výkonu.
Potravinové a farmaceutické obaly
Predlisky s horúcim kanálom sa bežne používajú pri balení potravín a farmaceutických výrobkov. Schopnosť vyrábať predlisky s konzistentnými rozmermi a vlastnosťami je rozhodujúca pre zabezpečenie integrity a bezpečnosti baleného tovaru. Systémy horúcich vtokov poskytujú potrebnú kontrolu nad procesom vstrekovania na dosiahnutie týchto požiadaviek, vďaka čomu sú ideálne pre aplikácie, kde musia byť splnené prísne normy kvality.
Kozmetika a osobná starostlivosť
V kozmetickom priemysle a priemysle osobnej starostlivosti sa predlisky s horúcimi kanálikmi používajú na výrobu fliaš a nádob na rôzne produkty, ako sú šampóny, pleťové vody a krémy. Presnosť a opakovateľnosť systémov horúcich vtokov umožňuje vytváranie predliskov so zložitými tvarmi a dizajnom, čím sa zvyšuje estetická príťažlivosť hotových výrobkov.
Lekárske aplikácie
Lekársky priemysel vyžaduje vysokú úroveň presnosti a dôslednosti pri výrobe plastových komponentov, vrátane predliskov pre fľaše a nádoby. Formy predliskov s horúcim kanálom sa používajú na splnenie týchto požiadaviek tým, že poskytujú presnú kontrolu nad procesom vstrekovania a zabezpečujú rovnomernú hrúbku steny a materiálové vlastnosti v predliskoch. Toto je obzvlášť dôležité v aplikáciách, kde sa predlisky používajú na balenie citlivých medicínskych produktov alebo zariadení.
Automobilový priemysel
Aj keď to nie je také bežné ako v iných odvetviach, automobilový priemysel využíva na výrobu určitých plastových komponentov aj predliskové formy s horúcimi kanálmi. Tieto komponenty môžu zahŕňať fľaše alebo nádoby na automobilové kvapaliny, ako aj predlisky pre väčšie plastové diely, ktoré sa neskôr formujú vyfukovaním.
Použitie horúcej predliskovej formy vyžaduje starostlivú pozornosť rôznym opatreniam na zaistenie bezpečnosti, účinnosti a najvyššej kvality konečného produktu. Pred začatím procesu vstrekovania sa uistite, že je systém horúceho kanála dostatočne zahriaty. Nerovnomerné zahrievanie môže viesť k predčasnému stuhnutiu plastu, čo vedie k defektom. Implementujte presnú reguláciu teploty pre dýzy aj rozdeľovače. Prehriatie môže znehodnotiť plastový materiál alebo poškodiť formu, zatiaľ čo nedostatočné zahrievanie môže mať za následok zlú kvalitu výplne. Udržujte systém horúceho kanála izolovaný od chladnejších častí formy, aby ste predišli tepelnému namáhaniu, ktoré môže spôsobiť deformáciu alebo prasknutie. Vykonajte rutinné kontroly systému horúcich vtokov vrátane kontroly opotrebovania, netesností a nahromadenia zvyškov. Pravidelný servis môže predĺžiť životnosť formy a zachovať jej výkon. Udržujte čistotu dutiny formy a žľabového systému. Nahromadené nečistoty môžu brániť toku plastov alebo viesť k nekonzistentnej kvalite produktu. Operátori by mali nosiť vhodné OOP, ako sú bezpečnostné okuliare, rukavice a košele s dlhými rukávmi, aby sa chránili pred popáleninami od horúcich povrchov a odletujúcich úlomkov. Buďte opatrní v blízkosti horúcich komponentov formovacieho stroja a systému horúcich kanálov. Pred akoukoľvek údržbou alebo čistením nechajte systém vychladnúť, aby ste predišli popáleninám. Pozorne sledujte fázy plnenia a chladenia. Nekonzistentné plnenie môže vytvoriť slabé miesta, zatiaľ čo nesprávne chladenie môže viesť k deformácii alebo nerovnomernému zmršťovaniu. Optimalizujte dizajn brány a žľabu, aby ste minimalizovali viditeľné stopy na predlisku. Správne umiestnenie a veľkosť brány sú rozhodujúce pre čistý zlom a hladkú povrchovú úpravu. Uistite sa, že vstrekovaný materiál je kompatibilný so systémom horúceho kanála a formou. Niektoré plasty môžu negatívne reagovať s materiálmi použitými v systéme horúcich vtokov. Pred spracovaním plastovú živicu riadne vysušte, aby ste predišli defektom spôsobeným vlhkosťou, ako sú pľuzgiere alebo krátke rany. Upravte vstrekovací tlak, rýchlosť a čas držania podľa špecifických požiadaviek vyrábaného predlisku. Tieto parametre výrazne ovplyvňujú kvalitu a pevnosť predlisku. Pri vykonávaní údržby na formovacom stroji vždy dodržujte postupy uzamknutia/označenia, aby ste predišli náhodnému spusteniu a potenciálnemu zraneniu. Pravidelne kontrolujte predlisky, či neobsahujú chyby, ako sú záblesky, stopy po prepadnutí alebo deformácia. Okamžite riešte všetky problémy, aby ste zabránili výrobe nezhodných dielov. Uchovávajte záznamy o parametroch formovania a akýchkoľvek pozorovaných problémoch. Tieto údaje môžu byť neoceniteľné pri riešení problémov a optimalizácii procesu.
Materiálová kompatibilita
Prvým krokom je uistiť sa, že forma je kompatibilná s typom plastovej živice, ktorú chcete použiť. Rôzne plasty majú rôzne tepelné a tokové vlastnosti, ktoré ovplyvňujú ich správanie v systéme horúcich vtokov. Napríklad niektoré polyméry môžu degradovať pri vysokých teplotách, ktoré sú potrebné na prevádzku horúceho kanála. Poraďte sa s dodávateľom živice alebo s technickými listami, aby ste vybrali materiál formy, ktorý znesie podmienky spracovania.
Dizajn dielu
Zvážte zložitosť návrhu predlisku. Systémy horúcich vtokov sú obzvlášť výhodné na výrobu dielov so zložitými detailmi alebo viacerými bránami, pretože umožňujú presnú kontrolu nad tokom plastu do dutiny formy. Uistite sa, že systém horúceho kanála podporuje počet a umiestnenie brán, ktoré sú potrebné pre váš návrh predlisku.
Čas cyklu
Účinnosť systému horúcich vtokov môže výrazne ovplyvniť čas cyklu. Napríklad systémy ventilových uzáverov zvyčajne ponúkajú kratšie časy cyklov v porovnaní s ihlovými alebo rukávovými systémami vďaka rýchlejšiemu oddeleniu uzáveru. Vyhodnoťte svoje výrobné požiadavky a vyberte si systém horúcich vtokov, ktorý je v súlade s požadovaným časom cyklu.
Typ brány
Vyberte vhodný typ brány pre vašu aplikáciu. Ventilové uzávery poskytujú čisté prerušenie a sú vhodné pre vysokokvalitné povrchy, zatiaľ čo systémy pomocných uzáverov sú lepšie pre diely, ktoré vyžadujú minimálne následné spracovanie. Bodové brány sú ideálne pre tenkostenné diely s úzkymi toleranciami.
Tepelná rovnomernosť
Systémy horúcich kanálov musia udržiavať konzistentné teploty vo všetkých dýzach, aby sa zabezpečilo rovnomerné plnenie a zabránilo sa deformácii alebo chybám v predlisku. Rozhodnite sa pre systém s pokročilými funkciami regulácie teploty, ako je ovládanie jednotlivých zón a izolované trysky.
Formy predliskov s horúcim kanálom sú neoddeliteľnou súčasťou výroby plastových predliskov, ktoré sa bežne používajú v priemysle na výrobu fliaš, najmä na nápoje. Tieto formy využívajú systém horúceho kanála, ktorý udržuje plast roztavený, kým nie je vstreknutý do dutiny formy, čo umožňuje nepretržitú výrobu bez potreby opätovného zahrievania materiálu medzi cyklami. Systémy ventilových uzáverov patria medzi najpopulárnejšie pre predliskové formy s horúcimi kanálmi. Pozostávajú z doštičky s kolíkom (ventilový kolík), ktorý utesňuje bránu, kým sa injekcia nedokončí. Keď sa forma otvorí, ventilový čap sa zasunie, čo umožní vysunutie predlisku. Systémy ventilových uzáverov ponúkajú vynikajúcu kontrolu nad procesom vstrekovania, výsledkom čoho sú vysokokvalitné diely s minimálnym zábleskom. Sú obzvlášť vhodné pre vysokoviskózne materiály a zložité geometrie. Systémy uzáverov ihly používajú ihlu, ktorá sa pohybuje do brány, aby ju utesnila. Rovnako ako systémy ventilových uzáverov vyžadujú samostatný mechanizmus na stiahnutie ihly počas vysúvania. Systémy ihlových uzáverov môžu poskytnúť veľmi jemnú kontrolu nad procesom vstrekovania a často sa používajú pre tenkostenné diely alebo tie, ktoré vyžadujú vysoký stupeň povrchovej úpravy. Sú tiež známe svojou schopnosťou zvládnuť širokú škálu viskozít materiálov. Systémy s manžetovými bránami používajú posuvnú manžetu na otváranie a zatváranie brány. Keď sa forma zatvorí, manžeta sa posunie do polohy, aby utesnila bránu. Po vstrekovaní sa objímka posunie späť, čo umožní plastu vstúpiť do dutiny formy. Objímkové bránové systémy sú menej bežné, ale môžu byť výhodné pre určité aplikácie, ako sú tie, ktoré vyžadujú veľké otvory brán, alebo kde konštrukcia predlisku umožňuje ľahké odstránenie objímky. Vo všeobecnosti sa ľahšie udržiavajú ako systémy ventilových uzáverov, ale môžu byť náchylnejšie na netesnosti. Tepelné žľaby sú ďalšou metódou používanou vo formách s horúcimi žľabmi. V tomto systéme je plast udržiavaný roztavený zahrievaním špirál pozdĺž bežca.

Aké sú súčasti predlisku horúceho vtoku
Rozvody horúceho vtoku
Rozdeľovač slúži ako hlavný distribučný bod pre roztavený plast. Pripája sa k dýze vstrekovacieho stroja a vedie taveninu do jednotlivých brán vedúcich do dutín. Rozdeľovač je vybavený vyhrievacími prvkami na udržanie konštantnej teploty v celom rozsahu.
Trysky
Na konci rozdeľovača sú pripevnené trysky a usmerňujú tok roztaveného plastu do brán dutín formy. Sú presne umiestnené, aby zabezpečili presné dodanie materiálu. Trysky musia byť schopné zvládnuť vysoké teploty a odolať tlaku vyvíjanému roztaveným plastom bez úniku.
Ohrievacie kazety alebo pásy
Tieto sú inštalované v potrubí a dýzach, aby poskytli potrebné teplo na udržanie roztaveného plastu. Typicky sú riadené termočlánkami, ktoré monitorujú teplotu a podľa toho upravujú príkon, aby sa udržala nastavená hodnota.
Tepelná izolácia
Aby sa predišlo tepelným stratám a zabezpečila sa efektívna prevádzka, sú komponenty horúceho kanála často izolované. Tým sa znižuje spotreba energie potrebná na udržanie požadovanej teploty a minimalizuje sa riziko lokálneho prehriatia.
Regulátory teploty
Tie sú rozhodujúce pre reguláciu teploty ohrievačov alebo pásov. Pokročilé regulátory teploty môžu poskytovať presné ovládanie a môžu zahŕňať funkcie, ako je regulácia teploty špecifická pre jednotlivé zóny, poplašné systémy a možnosti zaznamenávania údajov.
Brány a bránové systémy
Brány sú vstupnými bodmi roztaveného plastu do dutín formy. Existujú rôzne typy systémov brán, ako sú ventilové vráta, ihlové vráta a objímkové vráta, z ktorých každý je navrhnutý pre rôzne aplikácie na základe faktorov, ako je veľkosť dielu, zložitosť a požiadavky na povrchovú úpravu.
Prietokové priechody
Sú to vnútorné kanály v potrubí, ktoré prepravujú roztavený plast z dýzy vstrekovacieho stroja do brán. Návrh prietokových kanálov musí zabezpečiť rovnomerné rozloženie prietoku do všetkých dutín.
Základňa formy a dutiny
V základni sú umiestnené dutiny, kde sa tvoria predlisky. Zvyčajne je vyrobený z ocele a musí byť presne opracovaný, aby sa zabezpečila rozmerová presnosť predliskov.
Ovládacie prvky pre sekvenovanie a načasovanie
Tieto ovládacie prvky riadia postupnosť a načasovanie otvárania a zatvárania brány, ako aj ďalšie funkcie formy na synchronizáciu so vstrekovacím lisom.
Energetické požiadavky predlisku s horúcim kanálom sú značné v dôsledku rôznych faktorov spojených s procesom vstrekovania. Samotný systém horúcich vtokov vyžaduje nepretržité zahrievanie, aby sa zachoval roztavený stav plastu, zatiaľ čo forma musí byť upnutá pod vysokým tlakom a účinne chladená, aby predlisky stuhli. Najvýznamnejšia energetická potreba v systéme horúcich vtokov súvisí s vykurovaním. Ohrievacie kazety alebo pásy sa používajú na udržanie plastu pri jeho optimálnej teplote topenia. Množstvo potrebnej energie závisí od tepelných vlastností plastu, hmotnosti spracovávaného materiálu, okolitej teploty a požadovanej teploty taveniny. Vykurovacia energia sa tiež mení s počtom dutín a dĺžkou prietokových ciest v potrubí. Presnosť regulácie teploty ovplyvňuje spotrebu energie. Prísnejšia kontrola teploty môže znížiť riziko prehriatia, ktoré nielen plytvá energiou, ale môže aj znehodnotiť plastový materiál. Pokročilé regulátory teploty dokážu optimalizovať spotrebu energie poskytovaním presného riadenia teploty. Kým kúrenie je kľúčové, tak aj chladenie. Po vstreknutí predlisku do formy sa musí rýchlo ochladiť, aby stuhla. Vyžaduje si to robustný chladiaci systém, ktorý zvyčajne zahŕňa chladenú vodu alebo vzduch. Množstvo energie spotrebovanej chladiacim systémom je ovplyvnené veľkosťou a tvarom predlisku, tepelnou vodivosťou materiálu, teplotou formy a rýchlosťou chladenia potrebnou na výrobu kvalitného dielu. Doba cyklu procesu vstrekovania výrazne ovplyvňuje spotrebu energie. Rýchlejšie cykly znamenajú menej času na ohrev a chladenie, čo potenciálne znižuje spotrebu energie. Dosiahnutie rýchlejších cyklov však musí byť v rovnováhe so zachovaním kvality dielu a zabezpečením, že forma nebude vystavená tepelnému namáhaniu. Rôzne plasty majú rôzne energetické požiadavky na tavenie a chladenie. Napríklad technické plasty vo všeobecnosti vyžadujú vyššie teploty topenia a viac energie na spracovanie v porovnaní s komoditnými živicami. Okrem toho môže spotreba energie ovplyvniť aj recyklovateľnosť materiálu a akýchkoľvek pridaných farbív alebo plnív. Efektivita samotného vstrekovacieho stroja zohráva úlohu pri spotrebe energie. Moderné stroje sú navrhnuté tak, aby boli energeticky účinnejšie a spotrebovali menej elektriny na vykonávanie rovnakých úloh ako staršie modely. Správna izolácia systému horúcich vtokov a formy môže výrazne znížiť tepelné straty, čím sa znížia energetické nároky. Okrem toho môže návrh systému horúcich vtokov, vrátane umiestnenia vykurovacích prvkov a konfigurácie prietokových kanálov, ovplyvniť, koľko energie je potrebné na udržanie požadovaného teplotného profilu.
Môže byť predlisková forma s horúcim kanálom integrovaná do automatizovanej výrobnej linky?
Áno, predliskovú formu s horúcim kanálom možno bez problémov integrovať do automatizovanej výrobnej linky, čím sa zvyšuje efektivita, konzistencia a produktivita. Po prvé, samotná predlisková forma s horúcim kanálom musí byť navrhnutá tak, aby bola kompatibilná s automatizáciou. To zahŕňa zabezpečenie toho, aby sa forma dala ľahko naložiť a vyložiť, ako aj integrácia senzorov a akčných členov, ktoré umožňujú monitorovanie a riadenie v reálnom čase. Po druhé, vstrekovací stroj musí byť tiež kompatibilný s automatizáciou. To znamená, že stroj musí mať schopnosť prepojiť sa s horúcou predliskovou formou a akýmkoľvek súvisiacim automatizačným zariadením. To môže zahŕňať úpravy riadiaceho systému stroja alebo pridanie pomocných zariadení, ako sú roboty alebo dopravníky. Po tretie, výrobná linka musí byť navrhnutá tak, aby sa do nej zmestila predlisková forma s horúcim kanálom a akékoľvek súvisiace vybavenie. To zahŕňa zabezpečenie dostatočného priestoru pre formu a vybavenie, ako aj navrhnutie pracovného postupu s cieľom minimalizovať prestoje a maximalizovať priepustnosť. Po integrácii horúcej predliskovej formy a vstrekovacieho stroja do automatizovanej výrobnej linky je ďalším krokom optimalizácia parametrov procesu. To zahŕňa jemné nastavenie rýchlosti vstrekovania, tlaku a teploty, aby sa zabezpečilo, že predlisky sa budú vyrábať konzistentne a v požadovanej kvalite. Monitorovanie a kontrola v reálnom čase sú navyše kľúčové pre udržanie efektívnosti a konzistencie automatizovanej výrobnej linky. To zahŕňa používanie senzorov a riadiacich systémov na nepretržité monitorovanie stavu formy, stroja a predliskov a vykonávanie úprav podľa potreby na udržanie optimálnych prevádzkových podmienok. Nakoniec je dôležité pravidelne udržiavať a kontrolovať predformovaciu formu horúceho kanála a súvisiace vybavenie, aby sa zabezpečilo, že zostanú v dobrom prevádzkovom stave. To môže zahŕňať pravidelné čistenie, mazanie a výmenu opotrebovaných dielov.
FAQ
Populárne Tagy: predlisok s horúcim vtokom, Čína výrobcovia predliskov s horúcim vtokom, dodávatelia, továreň, manipulácia s predformou plesňou, preformu, Spätná väzba na formy preformu, pleseň, Hľadanie formy preformu, preprava plesní pred formou
Dvojica
Predlisok matricaTiež sa vám môže páčiť


Zaslať požiadavku